les rivets aveugles :
informations techniques
Le corps du rivet

Le clou du rivet

Le clou du rivet permet la déformation du corps lors du sertissage afin d’assurer un accostage idéal des différents éléments à assembler.
L’empreinte de ce dernier est matricé au moyen d’un outillage composé de 4 mors en carbure de tungstène, conçus, développés et fabriqués au sein même du bureau d’études de la société 4F.
La technologie 4 mors

- Garantir une charge de rupture constante du clou
- Assurer une casse du clou nette et précise
- Obtenir les caractéristiques dimensionnelles et mécaniques spéciales lors de l'élaboration de produits spécifiques.
Description de la pose

La mise en place d’un rivet aveugle nécessite l’utilisation d’un outil.
Cet outil peut être manuel, oléopneumatique ou électrique suivant le type de rivet à sertir ainsi que le type d’application.

Comment déterminer la bonne longueur d'un rivet *
Ajouter au moins 1 fois le diamètre du corps du rivet à l’épaisseur des pièces à sertir.
EXEMPLE :
Vous avez besoin d’un rivet de 4,8 mm de diamètre pour sertir des tôles dont l’épaisseur totale est 6 mm.
La longueur mini "L" sous tête du rivet sera de 6 + (1 x 4,8) = 10,80 mm - Théoriquement, choisissez un rivet de 4,8 x 11 (s'il n’y en a pas, prenez un rivet de 4,8 x 12)
* Ceci n’est valable que pour les rivets standards.
LES DIFFERENTES FORMES DE TÊTE




CARACTÉRISTIQUES DIMENSIONNELLES
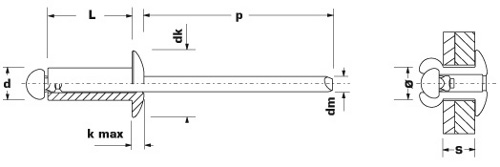

| Ø d (mm) | Diamètre du corps |
| Ø dk (mm) | Diamètre de la tête du corps |
| k (mm) | Épaisseur de la tête du corps |
| L (mm) | Longueur du corps |
| p (mm) | Dépassement du clou |
| Ø d (mm) | Diamètre du clou |
 |
Diamètre de perçage (mm) ø |
 |
Plage de sertissage (mm) S |
 |
Résistance à la traction (N) |
 |
Résistance au cisaillement (N) |
CARACTÉRISTIQUES MÉCANIQUES

La résistance à la traction est l’effort limite que peut supporter un rivet sollicité dans le sens longitudinal jusqu’à sa rupture (valeur exprimée en Newton).
La résistance au cisaillement est l’effort limite que peut supporter un rivet sollicité dans le sens radial jusqu’à sa rupture (valeur exprimée en Newton)
1 kg = 10 N
COURBE DE SERRAGE

La force de serrage correspond à l’effort d’accostage des éléments mécaniques fixés entre eux.
Cette caractéristique n’est pas normalisée et est fonction de différents paramètres intrinsèques au rivet garantissant son fonctionnement de façon optimal.
TOLÉRANCES GÉNÉRALES
Ces tolérances dimensionnelles sont valables pour nos rivets conformes aux normes NF-E 25-701, NF-E 25-702.
Nous pouvons vous fournir également des rivets conformes aux normes DIN 7337.
| Ø NOMINAL | 2,4 mm | 3,0 mm | 3,2 mm | 4,0 mm | 4,8 mm | 5,0 mm | 6,0 mm | 6,4 mm | |
|---|---|---|---|---|---|---|---|---|---|
| d | 2,30 - 2,48 | 2,90 - 3,08 | 3,10 - 3,28 | 3,85 - 4,08 | 4,65 - 4,88 | 4,85 - 5,08 | 5,85 - 6,08 | 6,25 - 6,48 | |
| dk | TRS | 4,2 - 5,0 | 5,4 - 6,3 | 5,8 - 6,7 | 6,9 - 8,4 | 8,3 - 10,1 | 8,7 - 10,5 | 10,8 - 12,6 | 11,6 - 13,4 |
| TL | 7,0 - 8,0 | 9,0 - 10,0 | 13,0 - 15,0 | ||||||
| TEL | 9,0 - 10,0 | 11,0 - 13,0 | 15,0 - 17,0 | ||||||
| TF | 4,2 - 5,0 | 5,4 - 6,3 | 5,8 - 6,7 | 6,9 - 8,4 | 8,3 - 10,1 | 8,7 - 10,5 | 10,8 - 12,6 | 11,6 - 13,4 | |
| TR | 6,0 - 7,0 | 7,5 - 8,5 | |||||||
| k max | TRS | 1,0 | 1,3 | 1,3 | 1,7 | 2,0 | 2,1 | 2,5 | 2,7 |
| TL | |||||||||
| TEL | 1,3 | 1,7 | 2,0 | ||||||
| TF | |||||||||
| TR | |||||||||
| p min | 25 | 25 | 25 | 27 | 27 | 27 | 27 | 27 | |
LA FRAPPE A FROID

La frappe à froid est un procédé de mise en forme par lequel on déforme la matière sans chauffage préalable.
À partir d’un fil, un lopin est cisaillé par la machine, puis déformé en différents postes par plusieurs frappes successives jusqu’à l’obtention de sa forme finale ; ces déformations extrêmement rapides (quelques centièmes de seconde) s’effectuent en général soit par compression entre le marteau de frappe et la surface de la matrice, soit par fluage autour du poinçon d’extrusion le long de l’intérieur de la matrice.
Ainsi des pièces pleines, semi-tubulaires, tubulaires ou à géométrie bien spécifiques peuvent être élaborées.
La frappe à froid permet ainsi d’obtenir des pièces finies ou quasiment finies, présentant d’excellentes caractéristiques mécaniques. En effet, un fibrage se crée lors de la déformation soudaine de la matière.
Ce procédé permet des cadences de production très élevées (jusqu’à 500 pièces à la minute) avec un minimum de déchet.
Aujourd’hui, grâce à une technicité croissante en association avec la simulation éléments finis, des pièces mécaniques de plus en plus complexes sont élaborées en frappe à froid.
TRAITEMENTS DE SURFACE
Zingage électrolytique et Zingage Fer Noir

Traitement de surface SANS CHROME VI appliqué sur les corps de rivets en acier et alliages CuNi et sur les clous acier. L’épaisseur de la couche déposée est variable et dépend de la tenue souhaitée à la corrosion. L’épaisseur standard est de 3 à 5 μm mais sur demande elle peut être plus importante.
Revêtement Zinc Nickel
Traitement de surface SANS CHROME VI appliqué sur les corps Cuivre et alliages CuNi.
Il est utilisé lorsqu’un rivet doit présenter une résistance très élevée à la corrosion.
Anodisation
Ce traitement correspond à la création d’une couche protectrice colorée sur les corps de rivets en aluminium permettant de le protéger sensiblement aux agressions atmosphériques.
Laquage
La coloration s’effectue sur tout type de corps de rivets. Le choix des teintes est quasiment illimité, couleurs classiques, tout type de RAL et teintes spéciales sur demande.
COUPLE ÉLECTROLYTIQUE
Lors de la mise en contact entre les deux matières, la corrosion peut être modifiée de la manière suivante :
| * | Pas de risque d’accélération de la corrosion |
|---|---|
| ** | Petit risque d’accéleration de la corrosion |
| *** | Accélération de la corrosion très probable |
| **** | Corrosion fortement accélérée |
| NICKEL- CUIVRE |
CUIVRE | LAITON | CUPRO NICKEL- ZINC |
INOX (A4/A2) |
DURALUMIN | ACIER | ALU | DURALINOX | ZINC | |
|---|---|---|---|---|---|---|---|---|---|---|
| NICKEL-CUIVRE | - | * | * | ** | ** | ** | ** | *** | *** | **** |
| CUIVRE | * | - | * | * | ** | ** | ** | ** | ** | *** |
| LAITON | * | * | - | * | * | * | ** | ** | ** | *** |
| CUPRONICKEL-ZINC | ** | * | * | - | * | * | * | * | * | ** |
| INOX (A4/A2) | ** | ** | * | * | - | * | * | * | * | ** |
| DURALUMIN | ** | ** | * | * | * | - | * | * | * | ** |
| ACIER | ** | ** | ** | * | * | * | - | * | * | ** |
| ALUMINIUM | *** | ** | ** | * | * | * | * | * | * | ** |
| DURALINOX | *** | ** | ** | * | * | * | * | - | - | ** |
| ZINC | **** | *** | *** | ** | ** | ** | ** | ** | ** | - |

